Have you ever heard that less is more? While often used to describe art or architecture, the saying also works in the world of capsule filling. For example, challenges with proper capsule separation may be resolved in some cases by counter-intuitively reducing vacuum pressure, when an operator might normally think to increase it. As a Technical Service Representative for capsules, I frequently troubleshoot issues related to separation. Here are five practices that can reduce material waste and machine downtime:
- Accessing, seeing, and controlling vacuum pressure at the filling machine
- Meeting the full range of the OEM vacuum requirement
- Understanding empty capsules
- Setting up and checking machine condition
- Minimizing the effects of fill material
You can break down the capsule-filling process into isolated machine functions to ensure the overall operation runs effectively.
These include rectification, separation, filling, faulty capsule ejection, closing, ejection, and tooling cleaning stations. Following the rectification step, where empty capsules are oriented and loaded into tooling, capsule separation follows, where applied vacuum pressure separates the body from the cap. Separation is considered successful when caps are seated fully in the upper tool, and bodies are seated fully in the lower tool, without damage, before the tooling advances toward the filling station.

Improper capsule separation manifests in many ways—most commonly when capsules fail to separate and the machine ejects them. But did you know that poor practices in separation set-up may present itself in other capsule separation issues such as missing (capsule) caps or bodies, pinholes, body-fold defects, and other cascading effects such as dirty tooling—all of which will diminish productivity and yield throughout your run?
A Working Gauge and Relief Valve
The late W. Edwards Deming (an American engineer and management consultant) stated “you cannot manage what you do not measure”. Too often, I work on customer equipment that does not have a functioning vacuum gauge, and corresponding pressure relief valve. Missing a vacuum gauge is like driving your car in a rainstorm with bad wiper blades; your ability to see and react is greatly reduced. Common industry gauges measure in bar or in inches of mercury. Over time, gauges may become plugged with product, or get damaged. Such gauges should be replaced immediately. A functioning gauge allows the operator to set and then monitor appropriate vacuum levels. A common but erroneous practice happens when operators run equipment with all available vacuum pressure. This can lead to troublesome and difficult-to-see pin-hole defects, as well as cause caps to not fully seat in the tooling bores, which then fall off onto the machine’s table. (see Figure 1) To properly adjust vacuum for a production run, the operator should reduce vacuum pressure (using a pressure-relief-type valve) until nonseparation occurs. Then, the operator should slowly increase vacuum pressure until full separation is achieved, keeping an eye on the gauge to ensure excessive vacuum is not applied to capsules, risking damage. In addition to preventing defects, having a working gauge allows the operator to troubleshoot issues that arise with higher confidence and speed. Too often, operators must use subjective measures such as “feeling” the suction on a hose with their hand or listening for vacuum flow. A functioning gauge removes the guesswork.
Meet the Full Range of the Vacuum Requirement
Many processes I encounter do not have the OEM recommended vacuum available, when measured at the filling machine. In many cases, their pump or vacuum system is not sized correctly relative to the machine. This can also occur if the pump is located too far from the filling machine, as excessive length in plumbing from the vacuum source to the machine will result in less vacuum. When measuring vacuum on the gauge at the filling machine (not at the pump), you should have the range of available vacuum noted in the OEM equipment manual. This recommended vacuum requirement will vary from one capsule filling machine to another, due to capacity and design. The force required to open capsules (termed pre-lock force) will change from one capsule supplier to another, because of differences in capsule pin design. Additional fluctuations in pre-lock force can happen with capsule suppliers based on variation in their manufacturing processes. To plan for these differences, test your process and ensure that you can readily adjust the available vacuum to both the high and the low end of the range recommended by your equipment supplier. Excessive variation within a single lot or box of capsules can be particularly troublesome for operators who may be trying to adjust for both loose and tight capsules running simultaneously. These issues will create excessive capsule and material waste, and should be addressed with your capsule supplier.
Empty Capsule Expectations
A few years ago, I had the opportunity to examine a capsule that was about 100 years old, and still in its original packaging. I carefully separated the cap from the body, and examined each part under light. While its overall presence was very similar to today’s capsule, there were significant differences, which were quickly apparent. There were no locking features on either the cap or the body of the capsule; also, pre-lock dents on the cap were absent, as well as air vents on the body—all of which have become standard features for a modern capsule. In earlier times, capsule filling was a slow, manual process, and carried out by a local pharmacist, one capsule at a time.
The expectations for empty capsules today have never been higher. Encapsulating powder, pellets, tablets and liquids, filling machines operate at speeds of up to 400,000 capsules per hour. When considering capsule separation, the window of opportunity to achieve proper seating and separation of the capsule is a fraction of a second. At these rates, both the capsule and the equipment should be at their best.
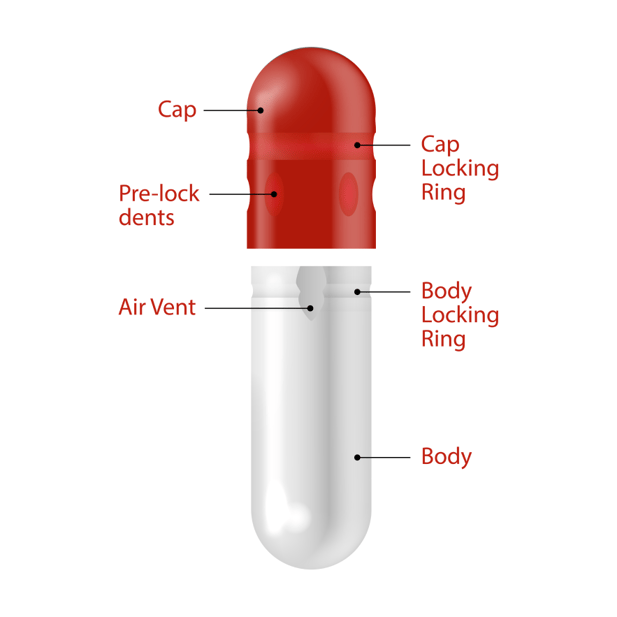
Empty capsules arrive at the filling machine in a “pre-lock” position. Pre-lock dents are small circular or oval indentations located around the perimeter of the cap. (see Figure 2) These small dents protrude inward and provide a low level of friction for the cap against the body. Pre-lock dents keep the two halves together until the empty capsule is loaded and seated in the filling machine tooling. The pre-lock force should be distinguishable, yet slight, when opening the capsule gently with your fingers. Capsules with a light pre-lock allow you to utilize vacuum at the lower end of the available range; having additional adjustment at your disposal is important as the tooling and vacuum system may accumulate product during the production run, which may affect capsule separation.
Proper capsule dimensions support good capsule separation. If the capsule cap is too large in diameter, as it enters the upper tool it may be constricted, thereby putting a pinch on the body, preventing the body from properly separating from the cap. Picture a belt being tightened around the cap that squeezes the body and does not allow it to release; the “belt” is equivalent to the tight fit of the cap against the tooling wall.
Additionally, if the capsule body is too thick, it puts outward pressure on the inside wall of the cap, causing excessive friction, leading to non-separation.
Storage and handling can also affect capsule dimensions and their ability to separate well. Empty capsule suppliers list the appropriate temperature and humidity ranges on each carton.
A common acceptable range for temperature for gelatin capsules is 59 to 77 degrees Fahrenheit, or 15 to 25 degrees Celsius; for HPMC (veggie) capsules, the range is 59 to 86 degrees Fahrenheit, or 15 to 30 degrees Celsius. In terms of temperature, the most common issues are capsules getting too hot in warehouses that are not climate controlled, or leaving capsules in machine hoppers for extended periods of down time. If your machine is going to sit idle for more than a couple of hours, be proactive and remove the empty capsules and put them back into a sealed container.
On the opposite end of non-separation is capsules that come apart before entering the tooling, termed “loose pieces”. These capsules are generally rejected during the rectification process but can also jam up a magazine, resulting in the operator stopping equipment to clear it. Low humidity can also be a factor with loose pieces as capsules are exposed to increased static electricity. Capsules perform best when humidity in the filling machine suite is above 35%. Other factors contributing to loose pieces include low pre-lock force in empty capsules, rough handling, and pneumatic empty capsule transfer systems that can be excessive in force and turbulence.
Filling Machine Setup and Condition – A Few Key Areas
As capsules move from rectification toward separation, they are pushed down vertically from the rectifier block toward the tooling by the magazine fingers. As the capsule approaches the tooling, it should be positioned perfectly vertical, directly over the bore. If the capsule comes into contact with the upper segment before it enters the bore, it will push the capsule into a closed position, causing non-separation. Adjusting the horizontal push fingers often fixes this problem.
The upper and lower segments that receive the capsules from rectification must also be aligned and clean to allow the capsules to freely enter and separate in the bores. The clearance between capsule walls and tooling is mere thousandths of an inch. Any discrepancy created by poor alignment, dirty segment bores, or damage to tooling walls will affect capsule separation. Upper and lower segments should be aligned without difficulty or tweaking of parts. For machines that use a gear box for turret movement, maintenance should periodically check the tooling alignment to ensure that the position of the segments is centered to the auxiliary stations around the course of the turret’s travel—particularly from the capsule-closing station to the separation station. This gear box could shift off-center in relation to the table’s bore, often the result of a machine crash. To check this, align the segments at the closing station and tighten them in place, then index the machine through each successive station through to the separation station, stopping at each position to ensure that alignment pins drop into place.
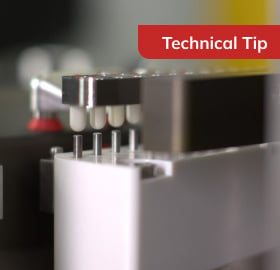
Many machines utilize separation pins, which help control the descent of the capsule parts into the tooling. Pins should be set to a gap of 1/16” to 1/8” (1.5mm to 3mm) between the top of the pins and the body dome of the capsules, when pins are at the highest position. (see Figure 3) The small space between the pin and the capsule body allows the capsule to break free from the pre-lock position during separation.
Keep learning about capsule technology trends...
- Liquid-Filled Capsules: A New Way of Aspirin Delivery brings New Opportunities
- The Green Promise That Pharmaceutical Industry Should Make In 2022
- Halal and Kosher certifications: Their Importance For Your Product Development
How can you correctly set the pin height? First, remove a lower segment from the filling machine, leaving the upper segment in place. Then handload capsules into the upper segment in their original pre-lock state. Next, position the segment over the separation station and rotate the machine by hand until the separation pins are at their highest point. Finally, with the lower segment removed, check and adjust to the recommended gap. This adjustment should take place when changing capsule sizes, and sometimes requires fine-tuning when moving from one capsule supplier to another.
Cleaning Station
The tooling cleaning station has come a long way. Early cleaning stations were merely dust-collection hoods through which segments passed briefly beneath. We now benefit from multiple cleaning-station configurations. For example, some cleaning pins are hollow, with holes in them, which provide a blast of compressed air into the tooling bores. The machine can be programmed to deliver a blast of air with every indexing movement, or at pre-set intervals. In cases where fill material is more stubborn and sticks to the tooling, you can use replaceable cleaning brush tips that extend through lower and upper tooling. Ensure you have adequate dust collection above the pins to remove loose powder during cleaning. For liquid-fill applications, many machines have sensors that can detect missing capsules, signaling the machine to forgo liquid dispensing for stations that are missing capsules, to help keep the tooling clean.
In machine setup, make sure that empty capsules are rectifying properly, and separating consistently prior to introducing fill material. Make slight adjustments to separation vacuum throughout the production run as components become coated with fill material. If you are experiencing challenges with capsule separation, or any other part of the filling process, contact your capsule supplier’s technical service team.

CapsCanada is part of Lyfe Group, an international life sciences organization dedicated to advancing pharmaceutical and nutraceutical innovation. Through specialized capsule manufacturing, technical services, and a robust distribution infrastructure, Lyfe Group enables health brands to navigate complex formulation and commercialization processes worldwide.